 Storage tanks can be provided with any number of appurtenances, depending on the appropriate design codes and user requirements. Technical Data used in the field explained in petroleum coursesin Rawalpindi. A tank may be fitted with mixers, heaters, pressure/vacuum relief devices, platforms and ladders, gauging devices, many ways, and a variety of other connections. Tanks may also be equipped with sumps, inlet and outlet nozzles, temperature gauges, pressure gauges, vents, and blow downs. The many abnormal variables that must be considered in connection with tank venting problems make it impracticable to set forth definite simple rules applicable to all locations and all conditions. Larger vents may be required on tanks in which oil is heated, on tanks that receive oil from wells or traps, and on tanks that are subjected to pipeline surges. Similarly, the use of flame arresters or other restrictions that may build up pressure under certain conditions may require the use of larger vents on tanks. The following recommendations for no refrigerated aboveground tanks are from API Standard 2000 and set forth determining factors relative to tank venting and pressure/vacuum release requirements. Some more details of petroleumcourses in rawalpindi are as under. Conditions for which venting requirements have been set forth include (1) inbreathing resulting from maximum outflow of oil from the tank, (2) inbreathing resulting from contraction of vapors caused by maximum decrease in atmospheric temperature, (3) out breathing resulting from maximum inflow of oil into the tank and maximum evaporation caused by such inflow, (4) out breathing resulting from expansion and evaporation that result from maximum increase in atmospheric temperature (thermal breathing), and (5) out breathing resulting from fire exposure. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join petroleumcourses in Islamabad.
0 Comments
 The importance of surface preparation would seem so fundamental that it would not deserve mention in specifications; however, poor surface preparation is a major contributing factor of many coating failures. Technical Data used in the field explained in petroleum courses in Rawalpindi. Detailed instructions should be given all along the line and steps taken to see that they are carried out properly. Basically, no coating can be better than the surface over which it is applied. If that surface is dirt, grease, moisture, mill scale, rust, concrete dust, or any other forcing or interference material, failure can be expected. These substances, forming a film between the surface and the coating, soon break down and fall away, taking the coating with them. Such failures cannot be called coating failures. Some more details of petroleum courses in rawalpindi are as under. The type of surface preparation required on various surfaces is determined by (I) the nature of the surface itself. the operating conditions to which such surfaces will be subjected, and (3) the type of coating to be applied to the surfaces. As a general rule. metal surfaces that are to be submerged require more thorough surface preparation than those areas that will be no submerged. The more severe the corrosive atmospheric elements will be, the more thoroughly surface preparation must be carried out. Certain coatings have a better bonding quality than others. Once recognition is given to the un equalness of bonding qualities, it is then a relatively simple matter to be certain that the correct type of surface preparation is carried out, as required, for the various coatings. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad.  The primary use of internal coatings is to protect the in side surface of the tank against corrosion while also protecting the stored contents from contamination. Technical Data used in the field explained in petroleum courses in Rawalpindi. A coating specification should be a clearly defined list of particulars or instructions. Just as a drawing must give exact dimensions. so must a coating specification state the exact system to he used. In the preparation of such a specification consideration must be given to such factors as (I) types of coatings available. G!) types of surfaces to he coated. (3) compatibility of coatings. and of coats required on the various types of surfaces for maximum protection. To secure high-quality coatings. Con sideration must he given to the following factors. Some more details of petroleum courses in rawalpindi are as under. In the broadest sense, any discussion of compatibility should include a consideration of the ageold problem of heredity and environment. Environment calculates the compatibility of coatings when applied to various types of surfaces and the operating conditions to which such coatings will hc subjected. Heredity concerns itself with the birth of the coating: formulation. The basic raw materials used in formulating and the art of formulation itself determine whether two paints will he “capable of existing together. Film Thickness: Coating film thickness is now widely recognized as one of the most important factors in obtaining desired performance from a coating system. The required thickness of a coating system will vary, depending on generic properties of the coating. the type of substrate to which it is applied. and the severity ofthe environment to which the coating is exposed. Film thickness for most protective paints and coatings is generally measured in mils; I mil is % 000 in. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join petroleum courses in Rawalpindi. 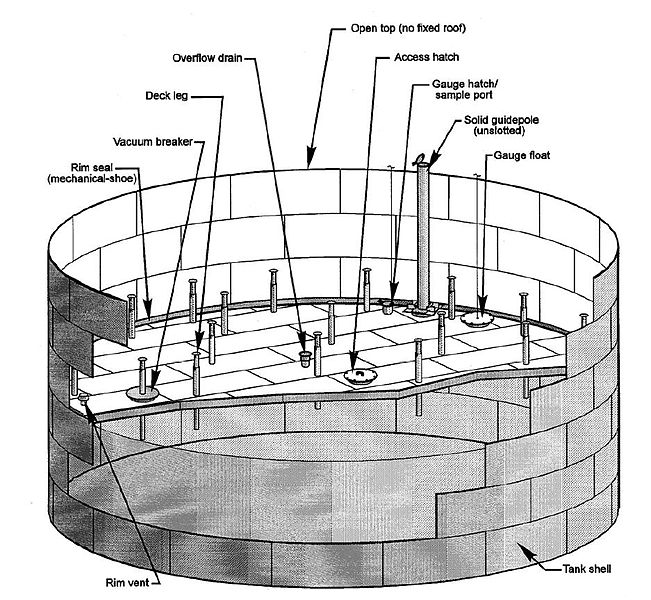 Shop-fabricated welded, cylindrical-shape tanks are available in a large variety of sizes as shop-fabricated items. Technical Data used in the field explained in petroleum courses in Rawalpindi. The API-12F specifications’ for vertical shop-welded tanks (Fig. 1 I .2 and Table I I .2) list standard sizes for nominal capacities of 90 to 500 bbl. Flat-Sided Tanks (Non-API): Although cylindrical-shape tanks may be structurally best for tank construction, rectangular tanks frequently are preferred. When space is limited, such as offshore, requirements favor flat-sided tank construction because several cells of flat-sided tanks can be fabricated easily and arranged in less space than other types of tanks. Flat-sided or rectangular tanks normally are used as atmospheric type storage. Some more details of petroleum courses in rawalpindi are as under. Field-Welded Tanks: Field-welded tanks provide large storage capacities in a single unit. API Spec. 12D lists standard sizes ranging from 500- through bbl nominal capacity. Although the sizes set forth in this specification are closely paralleled by bolted tanks, these field-welded tanks are of heavier gauge steel with a minimum thickness of ‘/ in. for the tank bottom and xh in. for the shell and deck. Larger field-welded tanks providing storage capacities of 150,000 bbl or more have become quite prevalent for use in the storage of oil and petroleum products. Field welded tanks, particularly those larger than IO.000 bbl. frequently are designed and erected in accordance with API Standard 6.50. This standard covers material, design, fabrication, erection, and testing requirements for welded steel storage tanks. It also includes an alternative basis for shell design, as well as one for calculating tank-shell thickness. The API Standard 650 also may be used to govern the design and fabrication of the smaller shop welded tanks. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad.  Every facility involved in the production of petroleum and related products reamers some type of storage. Technical Data used in the field explained in petroleum courses in Rawalpindi. This chapter discusses the types of storage commonly used and also provides general guidelines to aid selection of the proper type of storage for a particular application. References to various codes. standards. and recommended practices supplement the material provided in this chapter. Manufacturers also should be consulted for specific design information on a particular type of storage. During the early day\ of oil production, the method of storing was almost exclusively white-pine wooden tanks. which were followed by cypress tanks. and then redwood tanks. However. because of the constant and steep rise in the cost of redwood lumber and the diminution of skilled erectors required, the installation of new wooden tanks is nearly nonexistent. The bolted-steel tank was developed next and virtually replaced the wooden tank. Some more details of petroleum courses in rawalpindi are as under. Bolted tanks are designed and furnished as segmental elcmcntc assembled on location to provide complete vertical, cylindrical. aboveground. closed- and open-top steel storage tanks. Standard API bolted tanks are available in nominal capacities of 100 to 10,000 bbl, and are designed for approximately atmospheric internal pressures. Bolted tanks offer the advantage of being easily transported to desired locations and erected by hand. To meet changing requirements for capacity of storage, bolted tanks can be easily dismantled and re-erected at new locations. If a tank develops a hole from corrosion or becomes damaged. a single sheet or more may be replaced. A complete tank bottom may bc replaced in the field without dismantling the tank. Also. a section may be removed from the tank. a new connection installed in the sheet. and the section replaced without danger. This is not true of any other type of steel construction. No special (cranes. etc.) is required for the correction of bolted tanks. These tanks are erect& by no specialized crews using hand tools and usually an impact wrench. Bolted tanks are available with painted. galvanized. And special coatings. including factory-baked coatings. Painting on both sides of the sheets during fabrication gives the inside of the tank some corrosion protection. Galvanizing the sheets and all tank parts by the “hot-dip” process or applying a factory-baked coating affords high corrosion protection. The component parts of a typical bolted tank are shown in Fig. 1 I. I and partial API specifications. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad. 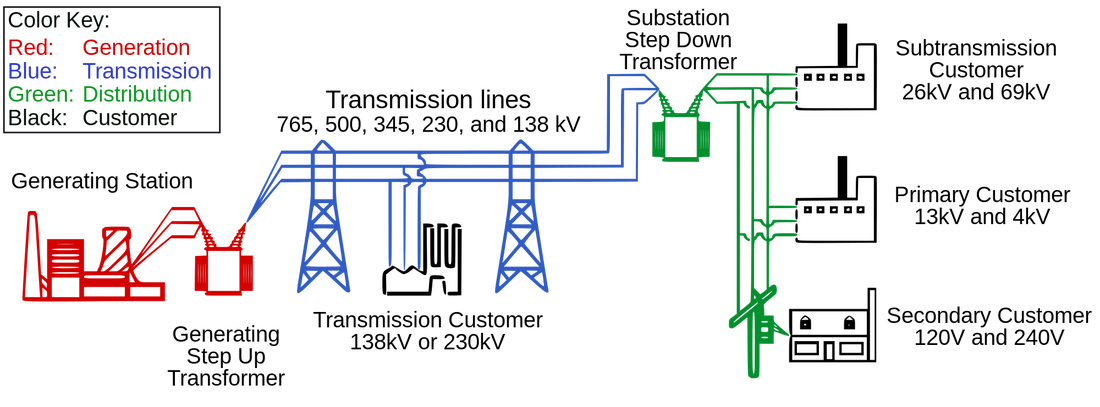 Where utility-furnished power is not available, generators may be used to provide electrical power required for operation of the pumping units. Technical Data used in the field explained in petroleum courses in Rawalpindi. This system allows the operator the benefits of electrification. When selecting equipment for the generating system, consider which type of motor will most efficiently use generator power. The ultrahigh-slip motors, which use fewer kilovolt amps (kVA) than conventional horsepower rated motors, are very popular. Distribution equipment for the generator system would be the same as for utility power if it were furnished. Some more details of petroleum courses in rawalpindi are as under. Generated voltage depends on the size of the electrified field. The following considerations determine the most desirable generated voltage. Where the system consists of a small number of wells (one to five) with short distances from generator to well site. the generator voltage may be the same as the motor rated voltage. Where the field consists of many (5 to 50) wells, the distribution voltage should be higher than the motor rated voltage to minimize voltage drop. At each motor, a step down transformer would be used. This system would be considered a moderately sized system with a generator having a distribution of 2.300 or 4,160 V. 3. In an exceptionally large field (50+ wells), the generator voltage would be stepped up to 7,200 or 13.800 V for distribution. At each wellsite, a transformer would be installed to drop the distribution voltage to motor rated voltage. The generated voltage could be 2,300 or 4.160 V. The higher voltage allows smaller conductors to carry the loads and lessen line drop voltage within acceptable limits. The procedure used in selecting primary and secondary equipment should be the same as that used by the utility companies. Protective devices and grounding procedures outlined in this chapter apply to either system. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad.  Some slow-speed, single-cylinder engines burn diesel or fuel oil by high-pressure injections into the cylinder. The compression is much greater than gas engines. Technical Data used in the field explained in petroleum courses in Rawalpindi. Heat, developed by compressing the air in the cylinder, ignites the fuel sprayed into the cylinder. These engines are divided into two types: full diesels, which are cold-starting, and semidiesels, which require heating to start. The cold-starting diesel has a compression ratio of 14:1, resulting in a pressure of approximately 500 psi. The semidiesel has approximately 250 psi compression, which requires a hot tube heated by a torch or electric glow plug to produce enough heat to ignite the charge. Once these engines are started, enough heat is produced in the cylinder to cause ignition of the fuel as it is injected into the cylinder. Some more details of petroleum courses in rawalpindi are as under. High-speed, multicylinder diesel engines have been improved until they are now adaptable for oilwell pumping. These are not used commonly where gas is readily available. Diesel engines fill a need where other fuels are not readily available. Five factors should be considered when determining which engine to purchase: fuel availability, equipment life and cost, engine safety controls, horsepower, and installation. Natural gas is the logical choice. Taken from the wellhead casing annulus, it is called “wet gas” and is used most frequently. Where there is insufficient gas available at the wellhead, gas maybe piped to the engine from the field separator. In either case, the gas must be scrubbed to remove oil and water. This is done in a double compartment volume tank where gas pressure also is reduced by a regulator. Gas from the separator will have most of the moisture and oil removed and is considered a better fuel. Sour gas is a natural gas that contains excessive sulfur or CO2 and is not considered a good fuel. Two percent sulfur is considered excessive. Where sour gas must be used, suitable treaters are required to improve the quality of the fuel. Sour gas causes severe etching and wear of engine parts as well as quick contamination of the lubricating oil in the four-cycle engines. Two-cycle engines fare slightly better because of their construction. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join petroleum courses in Islamabad. 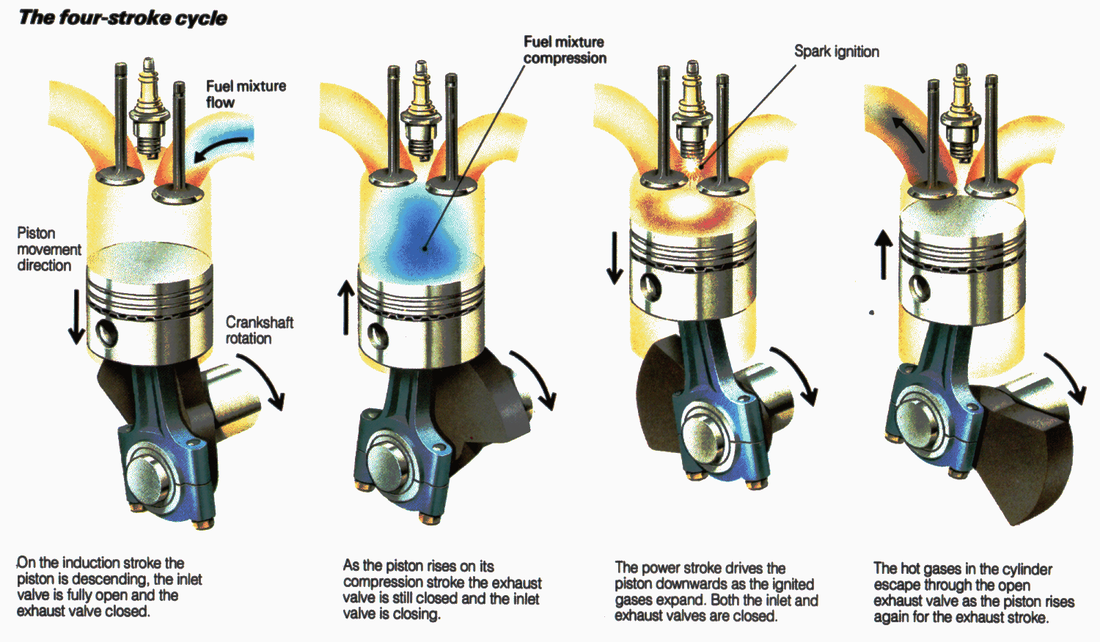 Four-Stroke Cycle
An engine designed for four-stroke cycle or Otto cycle is called a “four-cycle engine.” The four-stroke cycle includes intake, compression, power, and exhaust. Intake and exhaust valves are mounted in the cylinder head or the block and are actuated by cams and push rods. Technical Data used in the field explained in petroleum courses in Rawalpindi. The crankcase is connected directly to the cylinder, and contamination of the lubricating oil occurs sooner than it does in crosshead-type two-cycle engines. The four-cycle engine is built in slow- and high-speed versions. Slow-speed engines usually have their cylinders mounted horizontally, whereas high-speed engine cylinders are mounted vertically. These engines use trunk pistons fastened to the crankshaft by connecting rods. Intake and exhaust valves are mounted in the cylinder head and actuated by cams and push rods. Some more details of petroleum courses in rawalpindi are as under. Some more details of petroleum courses in rawalpindi are as under. A slow-speed, four-cycle engine usually is built with a single horizontal cylinder. A large unenclosed flywheel is provided to store energy and deliver at a fairly constant speed to the pumping unit. High-speed, four-cycle engines are multicylinder and can operate at speeds up to approximately 2,000 rev/min. Normally, four- and six-cylinder engines are not operated at more than 1,400 rev/min to maximize engine life. A typical four-cycle, high-speed engine used as a prime mover on a beam-type pumping unit is shown in This type of engine can operate on natural gas, LP gases, or gasoline. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad. 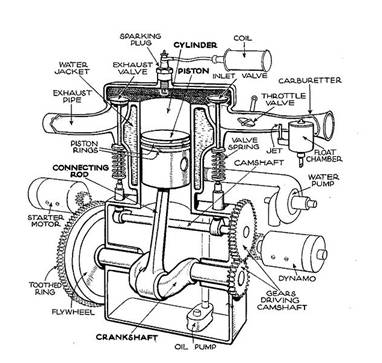 The availability and economics of the power source frequently dictate that internal-combustion engines be selected to drive pumping units. Technical Data used in the field explained in petroleum courses in Rawalpindi. For the sake of brevity. internal-combustion engines arc simply called “engines” throughout this chapter. Basically, engines used on pumping units are divided into two speed classifications: slowspeed engines and high-speed engines. Slow-speed engines are those with one or two cylinders, which generally have a maximum crankshaft speed of 750 revimin or less. High-speed engines are multicylinder (usually four or six cylinders) and have an average speed of more than 750 but not more than 2.000 revitnin. Generally. high-speed engines have less torque than comparable horsepower, slow-speed engines. Therefore. high-speed engines will experience greater speed variation on the cyclic load of a pumping unit. Considerable speed variation at the prime mover has many benefits on various components of a sucker-rod-beam-type pumping unit system. 5.b While governors tend to limit speed variation. it will not be eliminated. Speed variations of up to 35%, with resulting reductions in cyclic loads. Have been measured on high-speed engine-driven pumping units. Some more details of petroleum courses in rawalpindi are as under. Two-stroke cycle engines or two-cycle engines complete their work in only two strokes of the piston, which is accomplished with one revolution of the crankshaft. The two strokes are compression and power. The process of filling the cylinder with a fresh charge and exhausting the burned gases occurs almost simultaneously near the end of the power stroke. The horizontal sliding piston first uncovers exhaust ports and then uncovers intake ports, which charges the cylinder and thereby flushes out the exhaust gases. Because some of the fuel is lost at this point, two-cycle engines, above about 40 hp, are equipped with fuel injection systems that raise their fuel efficiency close to that of a four-cycle engine. Normally. a two-cycle engine. for a given displacement and speed. develops 1.6 times the power of an equivalent four-cycle engine. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join oil field after petroleum courses in Islamabad. 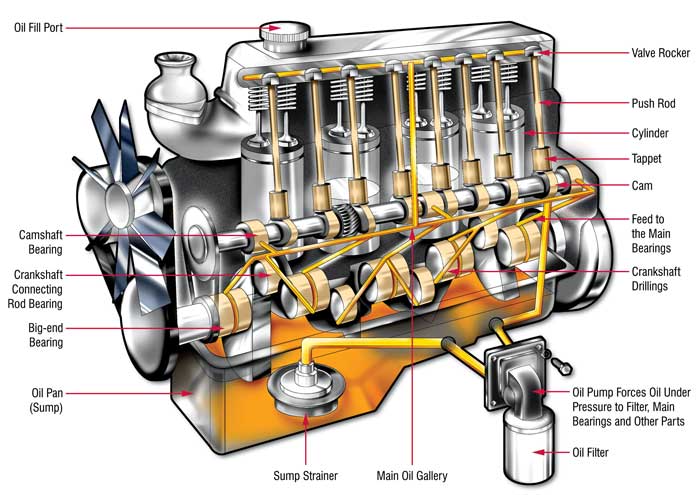 Pumping units should be given periodic lubrication and maintenance checks. When they are subjected to heavy variable loads, extreme temperature conditions, or adverse moisture or dust conditions, it might be necessary to increase the frequency of the checks. Technical Data used in the field explained in petroleum courses in Rawalpindi. Structural Bearings All the structural bearings (i.e., center bearings, equalizer bearings, crank pin bearings, etc.) require an adequate amount of the proper type of lubricant. A fluid lubricant is more efficient in moving to the areas where the lubricant is most needed within the bearing housing; however, good quality grades of greases are recommended by most manufacturers for their particular bearings. In general, sleeve type beatings require oil as a lubricant and antifriction type bearings operate satisfactorily with grease lubrication. Some more details of petroleum courses in rawalpindi are as under. Gear Reducers Lubrication procedures for gear reducer drives and chain drives are recommended in accordance with API standards. Temperature and viscosity ranges for gear reducers and chain reducers are tabulated in API RP 1 1G3 It is not possible to describe adequately suitable lubricants by brief specifications or by Sot . of Automotive Engineers (SAE) or Intl. Standards Organization (ISO) viscosity numbers alone. Adequate lubrication instructions cannot be condensed sufficiently to be placed on the nameplate because of the many variables in operating conditions to which pumping units are subjected. The proper oil for pumping unit gear reducers is best chosen with the advice of a representative of a reputable supplier of lubricants and should be based on the service conditions that are established by the design of the reducer and the service conditions of the particular installation. The areas in contact on gear teeth and on chains and sprockets are relatively small, and, therefore, the unit pressures produced in transmitting high torque loads are correspondingly high. These gears, chains, and sprockets are designed to operate under these high unit pressures provided the lubricant used is also capable of withstanding these unit pressures during the periods of peak loads. The temperature of the air in the vicinity of the reducer is of considerable importance in selecting oil of the proper viscosity. For high-temperature operations, an oil with a higher SAE or IS0 viscosity number should be selected. For low-temperature operations, the oil should have sufficient fluidity to insure a free flow of oil through the lubricating channels. TSK Training for Skills and Knowledge is the best institute in Rawalpindi Islamabad for Pakistani Students who wants to join petroleum courses in Islamabad. |
AuthorWrite something about yourself. No need to be fancy, just an overview. Archives
December 2016
Categories |
 RSS Feed
RSS Feed
